Báo cáo đề xuất cấp GPMT nhà máy sản xuất bo mạch điện tử
Báo cáo đề xuất cấp GPMT nhà máy sản xuất bo mạch điện tử công suất 450.000 sản phẩm/năm, tương đương 9 tấn sản phẩm/năm; sản xuất dây điện và dây cáp dùng cho sản xuất sản phẩm điện, điện tử công suất 450.000 sản phẩm/năm.
Ngày đăng: 20-02-2025
653 lượt xem
CHƯƠNG I MÔ TẢ TÓM TẮT DỰ ÁN..................................................................... 5
1. Tên chủ dự án đầu tư: Công ty TNHH Wave Crest Việt Nam............................. 5
3. Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tư................................ 6
4. Nguyên liệu, nhiên liệu, vật liệu, điện năng, hoá chất sử dụng, nguồn cung cấp điện nước của dự án.... 11
CHƯƠNG II SỰ PHÙ HỢP CỦA CƠ SỞ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG..... 22
1. Sự phù hợp của dự án đầu tư với quy hoạch bảo vệ môi trường quốc gia, quy hoạch tỉnh, phân vùng môi trường.... 22
2. Sự phù hợp của cơ sở với khả năng chịu tải của môi trường:................................... 24
CHƯƠNG III ĐÁNH GIÁ HIỆN TRẠNG MÔI TRƯỜNG NƠI THỰC HIỆN DỰ ÁN ĐẦU TƯ.... 28
2. Mô tả về môi trường tiếp nhận nước thải, chất thải của dự án................................ 28
3. Đánh giá hiện trạng các thành phần môi trường đất, nước, không khí nơi khu vực thực hiện dự án.......... 32
CHƯƠNG IV ĐÁNH GIÁ, DỰ BÁO TÁC ĐỘNG MÔI TRƯỜNG CỦA DỰ ÁN VÀ ĐỀ XUẤT CÁC CÔNG TRÌNH BẢO VỆ MÔI TRƯỜNG.... 35
1. Đánh giá tác động và đề xuất các biện pháp bảo vệ môi trường trong giai đoạn triển khai xây dựng và lắp đặt máy móc của dự án đầu tư..... 35
1.2. Các biện pháp, công trình bảo vệ môi trường đề xuất thực hiện............................... 52
2. Đánh giá tác động và đề xuất các biện pháp, công trình bảo vệ môi trường trong giai đoạn dự án đi vào hoạt động.... 59
2.1. Đánh giá, dự báo các tác động đến môi trường................................................... 59
2.2. Các công trình, biện pháp bảo vệ môi trường đề xuất thực hiện.......................... 76
2.2.1. Công trình, biện pháp thoát nước mưa, thu gom và xử lý nước thải............. 77
2.2.3. Công trình biện pháp lưu giữ, xử lý chất thải thông thường........................... 84
2.2.4. Phương án phòng ngừa, ứng phó sự cố môi trường trong quá trình khi dự án đi vào vận hành:.... 85
3. Tổ chức thực hiện các công trình, biện pháp bảo vệ môi trường........................... 91
4. Nhận xét về mức độ chi tiết, độ tin cậy của các đánh giá....................................... 93
4.2. Tổng hợp mức độ tin cậy của các phương pháp đánh giá đã sử dụng............... 93
CHƯƠNG V PHƯƠNG ÁN CẢI TẠO, PHỤ HỒI MÔI TRƯỜNG, PHƯƠNG ÁN BỒI HOÀN ĐA DẠNG SINH HỌC..... 94
CHƯƠNG VI NỘI DUNG ĐỀ NGHỊ CẤP, CẤP LẠI GIẤY PHÉP MÔI TRƯỜNG.... 95
CHƯƠNG VII KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM CÔNG TRÌNH XỬ LÝ CHẤT THẢI VÀ CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA DỰ ÁN....99
1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải của dự án..................... 99
1.2. Kế hoạch quan trắc chất thải, đánh giá hiệu quả xử lý của các công trình, thiết bị xử lý chất thải........ 99
3. Kinh phí thực hiện quan trắc môi trường hằng năm..................................... 101
CHƯƠNG VIII CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƯ.......................... 102
PHẦN PHỤ LỤC........................................................ 103
CHƯƠNG I
MÔ TẢ TÓM TẮT DỰ ÁN
1. Tên chủ dự án đầu tư:
Công ty TNHH ....Việt Nam
Địa chỉ trụ sở chính: ..Khu công nghiệp Công nghệ cao Long Thành, Thị Trấn Long Thành, Huyện Long Thành, Tỉnh Đồng Nai, Việt Nam.
Người đại diện theo pháp luật của dự án: .......Chức vụ: Tổng giám đốc
Điện thoại: ........; Email:
Giấy chứng nhận đăng ký doanh nghiệp công ty trách nhiệm hữu hạn một thành viên số ..... đăng ký lần đầu ngày 27/10/2023 do Sở Kế hoạch và Đầu tư tỉnh Đồng Nai Phòng đăng ký kinh doanh cấp.
Giấy chứng nhận đầu tư số ...... chứng nhận lần đầu ngày 25/09/2023, thay đổi lần thứ nhất ngày 07/02/2024 do Ban quản lý các Khu công nghiệp tỉnh Đồng Nai cấp.
2.Tên dự án đầu tư:
Tên dự án đầu tư: “Nhà máy sản xuất bo mạch điện tử công suất 450.000 sản phẩm/năm, tương đương 9 tấn sản phẩm/năm; sản xuất dây điện và dây cáp dùng cho sản xuất sản phẩm điện, điện tử công suất 450.000 sản phẩm/năm, tương đương 13,95 tấn sản phẩm/năm (trong quy trình sản xuất không bao gồm công đoạn xi mạ)”.
Địa điểm thực hiện dự án đầu tư: .......Khu công nghiệp Công nghệ cao Long Thành, Thị Trấn Long Thành, Huyện Long Thành, Tỉnh Đồng Nai.
Đây là dự án mới hoàn toàn, thuê đất của hạ tầng KCN Công nghệ cao Long Thành, hiện nay đang trong quá trình làm giấy phép môi trường vì vậy chưa có các thủ tục về xây dựng hay môi trường đã cấp.
Quy mô của dự án đầu tư: tổng vốn đầu tư 239.100.000.000 (hai trăm ba mươi chín tỷ, một trăm triệu) đồng Việt Nam tương đương 10 triệu đô la Mỹ.
Dự án được chia làm 2 giai đoạn:
+ Giai đoạn 1: từ năm 2023 đến tháng 6 năm 2026 với vốn đầu tư 6.750.000 đô la Mỹ.
+ Giai đoạn 2: từ tháng 7 năm 2026 với vốn đầu tư 3.250.000 đô la Mỹ.
Tương ứng với kế hoạch sản xuất 2 giai đoạn của nhà máy, quy mô công suất dự kiến sản xuất như sau:
+ Giai đoạn 1: Sản xuất bo mạch điện tử với công suất 450.000 sản phẩm/năm tương đương 9 tấn sản phẩm/năm. Sản xuất dây điện và dây cáp dùng cho sản phẩm điện, điện tử với công suất 450.000 sản phẩm/năm tương đương 13,95 tấn sản phẩm/năm.
+ Giai đoạn 2: Sản xuất bo mạch điện tử với công suất 12.000.000 sản phẩm/năm tương đương 240 tấn sản phẩm/năm. Sản xuất dây điện và dây cáp dùng cho sản phẩm điện, điện tử với công suất 9.000.000 sản phẩm/năm tương đương 280 tấn sản phẩm/năm. ... là nhà đầu tư mới vào thị trường Việt Nam. Giai đoạn đầu công ty xây dựng nhà máy, thăm dò thị trường và thử nghiệm sản xuất sản phẩm cũng như chưa có đơn đặt hàng, do đó, chủ dự án xin đăng ký xin cấp giấy phép môi trường công suất sản xuất (giai đoạn 1) để phù hợp với thực tế của công ty trong thời gian chờ.
Dự kiến, nếu tình hình khả quan, công ty sẽ thực hiện thủ tục xin cấp giấy phép môi trường cho công suất giai đoạn 2 của nhà máy tại thủ tục xin cấp phép sau này.
- Tại Báo cáo này đánh giá, đề xuất, xin cấp giấy phép môi trường với công suất sản xuất giai đoạn 1 của nhà máy. Dự án có ngành nghề sản xuất thuộc cột 4, mục 17, phụ lục II, Nghị định 08/2022/NĐ-CP. Do đó dự án thuộc số thứ tự 1, mục I, phụ lục IV, Nghị định 08/2022/NĐ-CP thuộc nhóm II, là đối tượng cần lập thủ tục xin giấy phép môi trường cấp Tỉnh.
3.Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tư
3.1.Công suất của dự án đầu tư
Công suất sản xuất được thống kê theo bảng sau:
Bảng 1.1. Công suất sản xuất của dự án
|
STT |
Mục tiêu hoạt động |
Công suất sản xuất (sản phẩm/năm) |
Công suất sản xuất (tấn sản phẩm/năm) |
|
1 |
Sản xuất, bo mạch điện tử |
450.000 sản phẩm/năm |
9 tấn sản phẩm/năm |
|
2 |
Sản xuất dây điện và dây cáp dùng cho sản phẩm điện, điện tử |
450.000 sản phẩm/năm |
13,95 tấn sản phẩm/năm |
|
Tổng cộng |
900.000 sản phẩm/năm |
22,95 tấn sản phẩm/năm |
|
3.2.Công nghệ sản xuất của dự án đầu tư:
Quy trình sản xuất bo mạch điện tử
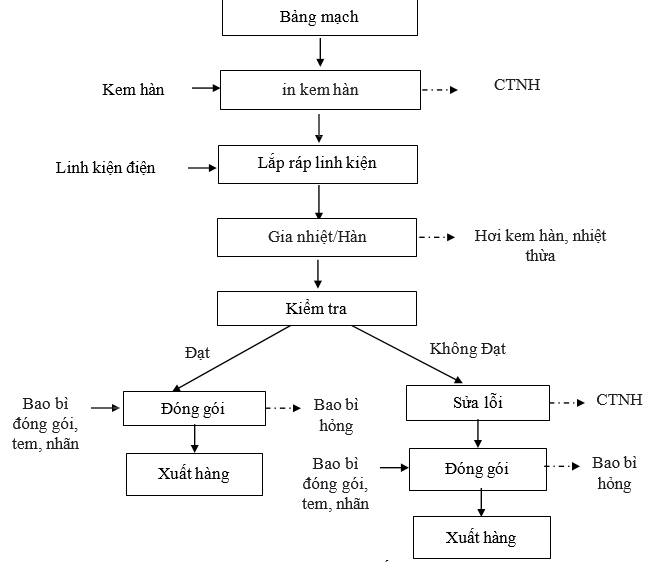
Hình 1.1. Quy trình sản xuất bo mạch
Thuyết minh quy trình
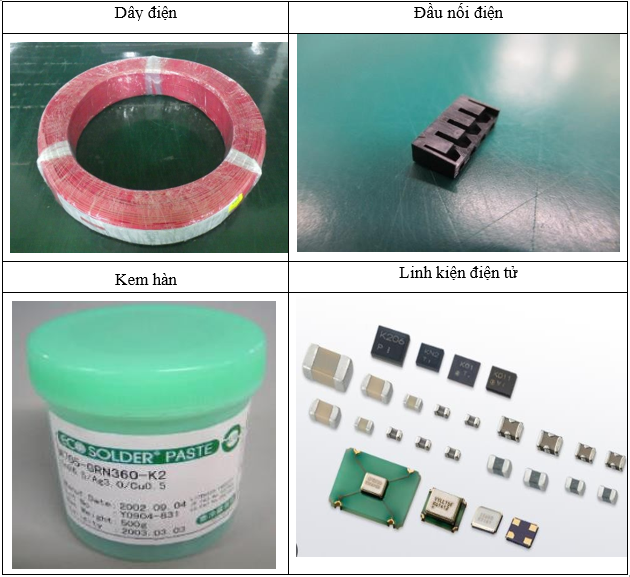
Nguyên vật liệu đầu vào của sản phẩm bo mạch điện (PCB) là bảng mạch, kem hàn/chất trợ hàn và các linh kiện điện tử. Nguyên vật liệu được nhập từ các nhà cung cấp nước ngoài về. Nguyên vật liệu sau khi mua về được thực hiện kiểm tra chất lượng đầu vào bằng ngoại quan, việc kiểm tra thực hiện bằng cách nhân viên QC kiểm tra bằng mắt. Nguyên vật liệu không đạt chất lượng được chuyển trả lại cho nhà cung cấp hoặc xử lý dựa trên thoả thuận giữa nhà cung cấp và công ty. Nguyên vật liệu đạt chất lượng theo quy cách của công ty thì được chuyển sang bộ phận sản xuất để đưa vào công đoạn sản xuất.
Bước đầu của quy trình sản xuất bo mạch PCB như sau: Bảng mạch được đưa vào máy in kem hàn, thực hiện việc in kem hàn lên các vị trí thích hợp trên bảng mạch. Công đoạn này là chuẩn bị cho công đoạn tiếp theo của quy trình sản xuất bo mạch điện tử PCB. Máy in kem hàn sử dụng bộ vi xử lý để kiểm soát tốc độ quét. Dao quét kem hàn có thể tự do di chuyển lên xuống và điều chỉnh độ cao tương thích sao cho kem hàn có thể được phủ đều trên bề mặt bảng mạch.
Thời gian quét kem hàn lên bảng mạch sẽ khác nhau dựa theo điều kiện của sản phẩm. Kem hàn/chất trợ hàn được sử dụng trong công đoạn sản xuất này không chứa thành phần chì.
Bước thứ 2: Bảng mạch đã được in kem hàn/chất trợ hàn được chuyển vào máy lắp ráp. Tại công đoạn lắp ráp, máy lắp ráp thực hiện gắn tự động các linh kiện điện tử lên các vị trí ở bảng mạch. Sau khi hoàn thành công đoạn lắp ráp linh kiện mảng mạch sẽ được chuyển sang công đoạn tiếp theo.
Bước thứ 3: Bảng mạch đã được gắn các linh kiện điện tử được chuyển sang máy gia nhiệt/hàn (gia nhiệt bằng điện). Tại công đoạn này kem hàn được gia nhiệt nung nỏng ở nhiệt độ khoảng 260oC. Tại công đoạn này, với ảnh hưởng của nhiệt lên kem hàn, kem hàn tan chảy làm linh kiện điện tử được gắn kết lên bảng mạch.
Bước thứ 4: Sau công đoạn gia nhiệt/hàn, thành phẩm được chuyển sang công đoạn kiểm tra. Tại công đoạn kiểm tra, máy kiểm tra ngoại quan 2D thực hiện kiểm tra tự động tình trạng của bảng mạch đã được gắn linh kiện. Sản phẩm đạt chất lượng theo quy cách sẽ được chuyển sang công đoạn đóng gói, dán tem nhãn và xuất hàng. Sản phẩm không đạt chất lượng theo quy cách, sẽ được chuyển đến bộ phận chỉnh sửa tại chỗ. Sản phẩm sau khi sửa đạt chất lượng được chuyển đến công đoạn đóng gói, sản phẩm lỗi nặng không sửa được sẽ được quản lý như chất thải nguy hại, giao cho đơn vị thu gom, mang đi xử lý.
Sửa chữa sản phẩm lỗi
Trong khu vực sửa chữa sản phẩm lỗi sử dụng thao tác hàn thiếc bằng máy hàn cầm tay (tại các vị trí hàn lệch chân, hàn không dính,…) sẽ được nhân viên thực hiện trực tiếp tại các bàn nhỏ, tại mỗi bàn, tại vị trí hàn sửa lỗi đều được trang bị máy hút khói hàn đi kèm theo để hút khói hàn và lọc qua máy này nhằm đảm bảo không gây ảnh hưởng đến sức khỏe của công nhân trực tiếp làm việc tại công đoạn này.
Các sản phẩm lỗi không thể sửa chữa được tại khu vực sửa chữa sản phẩm phát sinh rất ít, với xác suất thải bỏ khoảng 1% sẽ được thu gom và lưu chứa cùng CTNH. Công ty sẽ ký hợp đồng với các đơn vị có chức năng đến thu gom và xử lý theo quy định.
Bước thứ 5 Sau khi hoàn thành công đoạn kiểm tra thành phẩm, bo mạch PCB được chuyển sang công đoạn đóng gói và xuất hàng. Tại công đoạn đóng gói và xuất hàng được thực hiền bằng thủ công. Công đoạn đóng gói, một lần nữa được thực hiện kiểm tra ngoại quan bằng mắt, sản phảm đạt chất lượng được cho vào bao bì, in ngày, tháng và dán nhãn, đóng gói. Sau khi hoàn thành công đoạn đóng gói, sản phẩm được xuất kho và vận chuyển đến cho đơn vị đặt hàng. Việc hoàn thành các bước trên là kết thúc quy trình sản xuất của lô hàng.Thành phẩm nào không đạt chất lượng sẽ được thực hiện việc xử lý sửa chữa tại công đoạn đó. Nguyên vật liệu hư hỏng dựa vào kết quả điều tra nguyên nhân sẽ chuyển trả lại cho nhà cung cấp hoặc thải bỏ dựa trên thoả thuận giữa Công ty và nhà cung cấp.
Quy trình sản xuất dây cáp điện
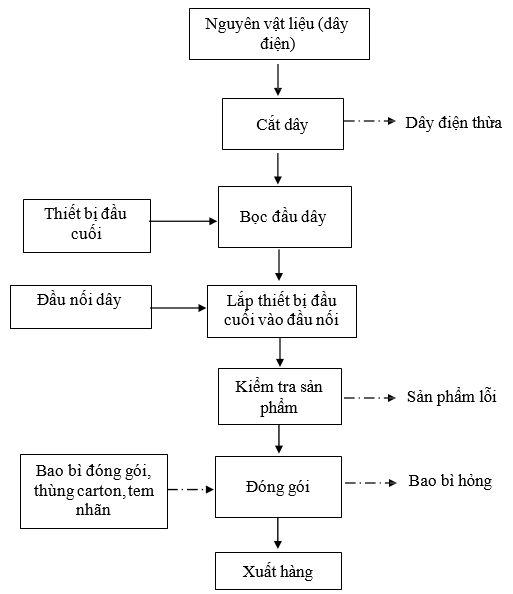
Hình 1.2.Quy trình sản xuất dây cáp điện
Thuyết minh quy trình sản xuất:
Nguyên vật liệu đầu vào của sản phẩm dây cáp điện là dây điện, linh kiện đầu cuối, linh kiện đầu nối. Nguyên vật liệu được nhập hoàn toàn từ nước ngoài về. Nguyên vật liệu sau khi mua về được thực hiện kiểm tra chất lượng đầu vào bằng ngoại quang. Và việc kiểm tra ngoại bằng cách nhân viên QC kiểm tra bằng mắt. Nguyên vật liệu không đạt chất lượng được chuyển trả lại cho nhà cung cấp hoặc xử lý dựa trên thoả thuận giữa nhà cung cấp và công ty. Nguyên vật liệu đạt chất lượng theo quy cách của công ty thì được chuyển sang bộ phận sản xuất để đưa vào công đoạn sản xuất.
Bước thứ 1: Bước đầu tiên của quy trình sản xuất dây cáp điện là công đoạn cắt dây điện. Tại công đoạn này dây điện được cắt những đoạn có chiều dài thích hợp theo đơn đặt hàng bằng máy cắt dây cáp. Tại công đoạn cắt, trước khi thực hiện thao tác cắt, người phụ trách công đoạn thực hiện thao tác điều chỉnh máy cắt, kiểm tra độ dài dây điện, kiểm tra bề mặt cắt chính xác trước khi đưa vào cắt.
Bước thứ 2: Dây điện đã được cắt chuyển sang máy dập đầu cuối, công đoạn dập đầu cuối là thực hiện việc dập đầu cuối vào dây điện. Công đoạn dập tại quy trình gia công dây cáp Harness là công đoạn kết nối lõi dây điện vào đầu cuối. Tại công đoạn dập đầu cuối, áp suất vật lý tác động lên phần kết nối của dây điện và phần đầu cuối để tạo hình dập đầu cuối, kết nối điện có tính vật lý đã được gắn chặt giữa đầu cuối và dây điện. Bộ phận đầu cuối và dây điện được hợp kim hoá và ổn định bằng cách tăng áp suất lực lên đoạn dập. Dụng cụ dùng để dập phải là dụng cụ chuyên dụng có hình dạng phù hợp với thiết bị đầu cuối.
Bước thứ 3: Sau công đoạn dập đầu cuối, dây điện tiếp tục được chuyển sang công đoạn lắp thiết bị đầu cuối vào đầu nối. Dây điện đã được dập đầu cuối cho dây điện vào đầu nối điện. Công đoạn này được công nhân thực hiện bằng thủ công.
Bước thứ 4: : Sau khi hoàn thành công đoạn lắp ráp, sản phẩm được chuyển sang máy kiểm tra bằng ngoại quan. Công đoạn kiểm tra là thực hiện công tác kiểm tra bằng máy ngoại quan kiểm tra tình trạng dây điện được gắn vào đầu nối. Sản phẩm đạt chất lượng theo quy cách sẽ được chuyển sang công đoạn đóng gói và xuất hàng. Sản phẩm không đạt chất lượng theo quy cách, sẽ được thực hiện chỉnh sửa tại chỗ.
Bước thứ 5: Sau khi hoàn thành công đoạn kiểm tra thành phẩm, bo mạch PCB được chuyển sang công đoạn đóng gói và xuất hàng. Tại công đoạn đóng gói và công đoạn xuất hàng được thực hiện bằng thủ công. Công đoạn đóng gói, một lần nữa được thực hiện kiểm tra ngoại quan bằng mắt, sản phảm đạt chất lượng được cho vào bao bì, in ngày tháng, dán nhãn và đóng gói. Sau khi hoàn thành công đoạn đóng gói, sản phẩm được xuất kho và vận chuyển đến cho đơn vị đặt hàng. Việc hoàn thành các bước trên là kết thúc quy trình sản xuất của lô hàng.
Thành phẩm nào không đạt chất lượng sẽ được thực hiện việc xử lý sửa chữa tại công đoạn đó. Nguyên vật liệu hư hỏng dựa vào kết quả điều tra nguyên nhân sẽ chuyển trả lại cho nhà cung cấp hoặc thải bỏ dựa trên thoả thuận giữa Công ty và nhà cung cấp.
3.3.Sản phẩm của dự án đầu tư:
Sản phẩm của dự án:
|
STT |
Tên sản phẩm |
Hình ảnh |
|
1 |
Bo mạch điện tử |
|
|
STT |
Tên sản phẩm |
Hình ảnh |
|
2 |
Dây điện và dây cáp dùng cho sản phẩm điện, điện tử |
|
4.Nguyên liệu, nhiên liệu, vật liệu, điện năng, hoá chất sử dụng, nguồn cung cấp điện nước của dự án
4.1.Danh mục nguyên, nhiên, vật liệu
Bảng 1.2. Danh mục nguyên, nhiên, vật liệu
|
STT |
Nguyên liệu, hóa chất |
Thành phần/tính chất |
Đơn vị tính/năm |
Số lượng |
Nơi sản xuất |
Phục vụ sản xuất công đoạn |
|
1 |
Bảng mạch |
- |
Kg/năm |
8.500 |
Nhật Bản |
Công đoạn in |
|
2 |
Kem hàn |
Thành phần: đồng<1%, bạc: 1-3%; nhựa thông: 4-6%; diethylenglycol:2-4%; dầu thủy tinh<1%. Tính chất: màu hổ phách, mùi nhẹ giống như ether, nhiệt độ nóng chảy 217-219oC, không tan trong nước. có thể gây kích ứng mắt, mũi, họng, hệ thần kinh nếu nuốt phải, tiếp xúc trực tiếp với mắt. Gây kích ứng da khi tiếp xúc trực tiếp. Cần mang gang tay bảo hộ khi thao tác. |
Kg/năm |
50 |
Nhật Bản |
Công đoạn hàn nóng |
|
3 |
Chất trợ hàn Flux |
Thành phần: Isopropyl alcohol: 82~86%; Disproportionated rosin:6~8%; polymerized rosin:1~3%;Nhựa thông:4~6%; Nhựa cây phenolic:1~3%; palmitic acid:1~3%. Tính chất: màu hổ phách, có mùi nhẹ. Có thể gây kích ứng mắt, mũi, họng, hệ thần kinh nếu nuốt phải, |
Kg/năm |
10 |
Nhật Bản |
Công đoạn hàn nóng |
|
|
|
tiếp xúc trực tiếp với mắt. Gây kích ứng da khi tiếp xúc trực tiếp. Cần mang gang tay bảo hộ, đeo mắt kính khi thao tác. |
|
|
|
|
|
4 |
Linh kiện điện tử |
- |
Kg/năm |
500 |
Nhật Bản |
Công đoạn lắp ráp |
|
5 |
Dây điện |
- |
Kg/năm |
14.000 |
Nhật Bản |
Công đoạn cắt |
|
6 |
Cầu đầu dây |
- |
Kg/năm |
120 |
Nhật Bản |
Công đoạn uốn |
|
7 |
Đầu nối điện |
- |
Kg/năm |
25 |
Việt Nam |
Công đoạn lắp ráp |
|
8 |
Thùng Catton |
- |
Kg/năm |
300 |
Việt Nam |
Công đoạn đóng gói |
|
9 |
Tem nhãn |
- |
Kg/năm |
100 |
Việt Nam |
Công đoạn đóng gói |
|
10 |
Dầu thủy lực |
- |
Kg/năm |
50 |
Việt Nam |
Bảo trì máy móc thiết bị |
|
11 |
Bao bì đóng gói (màng PE, chống sốc) |
- |
Kg/năm |
300 |
Việt Nam |
Công đoạn đóng gói |
|
12 |
Băng keo dán |
- |
Kg/năm |
50 |
Việt Nam |
Công đoạn đóng gói |
|
13 |
Giẻ lau |
- |
Kg/năm |
600 |
Việt Nam |
Vệ sinh máy móc, vệ sinh hàng |
Một số hình ảnh nguyên liệu của nhà máy:
Danh mục máy móc, thiết bị
Bảng 1.3. Máy móc, thiết bị chính phục vụ Dự án
|
STT |
Máy móc, thiết bị |
Số lượng (cái) |
Công suất |
Năm SX |
Suất xứ |
Tình trạng |
|
Máy móc phục vụ sản xuất sản phẩm bo mạch điện tử |
||||||
|
1 |
Máy in bo mạch (PCB) |
1 |
400VA |
2011 |
Nhật Bản |
Mới 100% |
|
2 |
Máy làm sạch bo mạch (PCB) |
1 |
400VA |
2011 |
Nhật Bản |
Mới 100% |
|
3 |
Máy quét kem hàn (PANA) |
1 |
2.0KVA |
2011 |
Nhật Bản |
Mới 100% |
|
4 |
Máy kiểm tra chất lượng kem hàn (PANA) |
1 |
0.75KVA |
2011 |
Nhật Bản |
Mới 100% |
|
5 |
Máy lắp ráp linh kiện (PANA) |
4 |
2.5KVA |
2011 |
Nhật Bản |
Mới 100% |
|
6 |
Lò hàn đối lưu (TAMURA) |
1 |
2.6KVA |
2011 |
Nhật Bản |
Mới 100% |
|
7 |
Máy kiểm tra kem hàn (SAKI) |
1 |
500VA |
2011 |
Nhật Bản |
Mới 100% |
|
8 |
Máy lưu trữ bo mạch (PCB) |
1 |
210VA |
2011 |
Nhật Bản |
Mới 100% |
|
9 |
Máy hút khói hàn |
7 |
110W |
2016 |
Thái Lan |
Mới 100% |
|
10 |
Máy hàn điểm/mối nối (KOKI TEC) |
1 |
4KVA |
2011 |
Nhật Bản |
Mới 100% |
|
Máy móc phục vụ sản xuất sản phẩm dây điện, linh kiện điện tử |
||||||
|
1 |
Máy đo, cắt và uốn tự động (JN03S-A1) |
1 |
200W |
2012 |
Nhật Bản |
Mới 100% |
|
2 |
Máy đo, cắt và uốn tự động (CPR-ZERO) |
1 |
1500W |
2023 |
Thái Lan |
Mới 100% |
|
3 |
Máy cắt tự động (CASTING C- 371A) |
5 |
50W ~ 300W |
2016 |
Nhật Bản |
Mới 100% |
|
4 |
Máy cắt tự động (RCC-101) |
1 |
1KW |
2013 |
Nhật Bản |
Mới 100% |
|
5 |
Máy cắt tự động (RCC-201) |
1 |
1KW |
2016 |
Nhật Bản |
Mới 100% |
|
6 |
Máy tuốt bán tự động (Unistrip 2015) |
15 |
30VA |
2016 |
Nhật Bản |
Mới 100% |
|
7 |
Máy tuốt bán tự động (Unistrip 2300) |
4 |
80 VA |
2017 |
Nhật Bản |
Mới 100% |
|
8 |
Máy xoắn cáp (Twister II) |
2 |
100W |
2016 |
Nhật Bản |
Mới 100% |
|
9 |
Máy xoắn cáp (TW_10) |
3 |
100V |
2017 |
Nhật Bản |
Mới 100% |
|
10 |
Máy kiểm tra bề mặt (SMC original) |
5 |
60W |
2022 |
Thái Lan |
Mới 100% |
|
11 |
Máy cuốn dây cáp (SMC original) |
6 |
90W |
2022 |
Nhật Bản |
Mới 100% |
|
12 |
May cuốn bán tự động (LPC-220S) |
1 |
200W |
2011 |
Nhật Bản |
Mới 100% |
|
13 |
May cuốn bán tự động (SCM150S) |
4 |
200W |
2009 |
Nhật Bản |
Mới 100% |
|
14 |
May cuốn bán tự động (IGM200E-30) |
5 |
750W |
2021 |
Thái Lan |
Mới 100% |
|
15 |
Máy uốn khí nén cầm tay (AC-5ND) |
4 |
12.7kN |
2021 |
Nhật Bản |
Mới 100% |
|
16 |
Máy uốn khí nén cầm tay (YA-1) |
4 |
AV250 |
2022 |
Nhật Bản |
Mới 100% |
|
17 |
Máy uốn khí nén cầm tay (YA-2A) |
5 |
100V |
2016 |
Nhật Bản |
Mới 100% |
|
18 |
Máy uốn điện thuỷ lực (YA-4A) |
1 |
100V |
2016 |
Nhật Bản |
Mới 100% |
|
19 |
Mỏ hàn (937) |
3 |
60W |
2016 |
Thái Lan |
Mới 100% |
|
20 |
Bể hàn thiếc (FX-300) |
4 |
195W |
2016 |
Thái Lan |
Mới 100% |
|
21 |
Bể hàn thiếc (FX-301B) |
5 |
240 ~ 280W |
2013 |
Thái Lan |
Mới 100% |
|
Máy móc phụ trợ |
||||||
|
1 |
Máy nén khí |
1 |
- |
2023 |
Nhật Bản |
Mới 100% |
|
2 |
Máy phát điện dùng cho hệ thống PCCC |
2 |
63KVA |
2023 |
Nhật Bản |
Mới 100% |
4.3.Nhu cầu sử dụng điện
a. Nguồn cung cấp điện
Nguồn cung cấp điện phục vụ cho quá trình hoạt động sản xuất của Dự án được lấy từ lưới điện lực Quốc gia. Việc cung cấp điện do Công ty điện lực thực hiện thông qua đơn vị hạ tầng cung cấp.
b)Nhu cầu tiêu thụ điện
Nhu cầu cung cấp điện phục vụ cho dự án khoảng 2.000 kWh/tháng.
4.4.Nhu cầu sử dụng nước
a) Nguồn cung cấp nước
Nguồn cung cấp nước cho dự án được lấy từ mạng lưới cấp nước KCN Công nghệ cao Long Thành.
Nước cấp cho mục đích sinh hoạt gồm nước cấp cho nhu cầu vệ sinh cá nhân: Số công nhân viên khi dự án hoạt động ổn định 202 người. Theo QCVN 01:2021/BXD của Bộ Xây dựng về cấp nước – mạng lưới đường ống và công trình tiêu chuẩn thiết kế, lượng nước sử dụng là 80 lít/người/ngày, dự án có 202 công nhân viên, lượng nước cấp cho sinh hoạt như sau. Qsh = 80 lít/người/ngày × 202 = 16.000 lít/ngày = 16 m3/ngày.
- Nước cấp cho quá trình sản xuất: dự án không sử dụng nước trong sản xuất.
- Nước cấp cho nấu ăn: Qna = 25 lít/người/ngày × 202 = 5.000 lít/ngày = 5 m3/ngày.
- Nước phục vụ tưới cây: Diện tích đất quy hoạch cho cây xanh trong khuôn viên khoảng 3.056,37 m2 sử dụng lượng nước khoảng 15 m3/ngày.
- Nước PCCC: Lưu lượng cấp nước cho chữa cháy q = 15 l/s cho một đám cháy, lượng nước dùng cho PCCC 216 m3/lần (Nước PCCC không mang tính chất sử dụng thường xuyên).
Tổng lượng nước sử dụng cho ngày lớn nhất được thống kê theo bảng dưới:
Bảng 1.4. Tổng hợp nhu cầu sử dụng nước và lượng nước thải ước tính của dự án
|
STT |
Hạng mục |
Đơn vị tính |
Lượng nước sử dụng |
Lượng nước thải |
|
1. |
Nước cấp cho sinh hoạt |
m3/ngày |
16 |
16 |
|
STT |
Hạng mục |
Đơn vị tính |
Lượng nước sử dụng |
Lượng nước thải |
|
2. |
Nước cấp nấu ăn |
m3/ngày |
5 |
4 (*) |
|
3. |
Nước cấp sử dụng cho tưới cây, tưới đường |
m3/ngày |
15 |
0 |
|
4. |
Nước PCCC |
m3/ngày |
(216) |
0 |
|
Tổng cộng lượng nước sử dụng tính cho ngày lớn nhất (không kể nước PCCC) |
m3/ngày |
36 |
20 |
|
(*) lượng nước thải nhà ăn tính bằng 80% lượng nước cấp sử dụng.
5.Các thông tin khác liên quan đến dự án đầu tư
5.1 Quy mô các hạng mục của dự án
Khu đất thực hiện Dự án tại Lô 12/1, đường số 1, Khu công nghiệp Công nghệ cao Long Thành, Thị Trấn Long Thành, Huyện Long Thành, Tỉnh Đồng Nai. Tổng diện tích đất của dự án là 15.088,6 m2 theo Hợp đồng thuê lại đất ký ngày 08/11/2023 giữa Công Ty Cổ Phần Đô Thị Amata Long Thành và Công ty TNHH Wave Crest Việt Nam.
Tọa độ vị trí khu đất được giới hạn bởi các tọa độ như sau:
|
STT |
Số hiệu điểm |
Tọa độ vị trí (Theo hệ tọa độ VN2000, múi chiếu 107o45’) |
|
|
X (m) |
Y(m) |
||
|
1 |
N1 |
1192428,46 |
409459,46 |
|
2 |
N2 |
119247,46 |
409459,64 |
|
3 |
N3 |
1192247,46 |
409372,73 |
|
4 |
N4 |
1192428,46 |
409384,97 |
Ranh giới của khu đất được xác định như sau:
+ Phía Bắc: giáp với lô đất trống của KCN Công nghệ cao Long Thành.
+ Phía Đông: giáp đường số 1 của KCN Công nghệ cao Long Thành.
+ Phía Nam: giáp đường số 7 của KCN Công nghệ cao Long Thành.
+ Phía Tây: giáp lô đất trống của KCN Công nghệ cao Long Thành.
Vị trí thực hiện dự án có cấu tạo địa hình ổn định, tương đối bằng phẳng, thuận lợi cho việc xây dựng các công trình nhà xưởng. Hình ảnh vị trí dự án trong KCN:
Hình 1.3. Hình ảnh vị trí khu đất thực hiện dự án
Hiện trạng quản lý và sử dụng đất trên diện tích đất của dự án thuộc quy hoạch của KCN, khu vực xung quanh dự án không có bất kỳ công trình văn hóa, tôn giáo, các di tích lịch sử; khu đô thị, khu dân cư. Công ty sẽ tiến hành xây dựng nhà xưởng và các công trình phụ trợ, quy mô sử dụng đất của toàn Công ty và các hạng mục công trình cụ thể như sau:
Bảng 1.5. Quy mô sử dụng đất
|
STT |
Quy mô sử dụng đất |
Diện tích (m²) |
Tỷ lệ (%) |
|
1 |
Diện tích xây dựng |
6.490,13 |
43,01 |
|
2 |
Đường giao thông nội bộ, sân bãi |
3.358,91 |
22,26 |
|
3 |
Cây xanh, thảm cỏ |
3.056,37 |
20,26 |
|
4 |
Diện tích đất dự trữ phát triển (giai đoạn 2) |
2.183,19 |
14,47 |
|
Tổng diện tích |
15.088,6 |
100,00 |
|
Bảng 1.6. Diện tích xây dựng các hạng mục công trình
|
STT |
Các hạng mục |
Diện tích xây dựng (m2) |
Ghi chú |
|
Công trình chính và phụ trợ |
|||
|
1. |
Nhà xưởng |
4.908,52 |
|
|
2. |
Văn phòng |
714,4 |
|
|
3. |
Mái che văn phòng |
36 |
|
|
4. |
Nhà bảo vệ |
15 |
|
|
5. |
Chốt bảo vệ |
2,25 |
Không tính diện tích xây dựng |
|
6. |
Nhà xe o tô |
233,45 |
|
|
7. |
Nhà xe 2 bánh |
168,88 |
|
|
8. |
Phòng máy nén và phòng bơm |
59,10 |
|
|
9. |
Bể nước |
64 |
|
|
10. |
Phòng điện |
50,7 |
|
|
11. |
Trạm biến áp |
42,60 |
|
|
12. |
Trạm điện |
16 |
|
|
13. |
Quạt hút cho sản xuất và dàn nóng máy lạnh |
38,50 |
|
|
14. |
Bãi xe container |
166 |
|
|
STT |
Các hạng mục |
Diện tích xây dựng (m2) |
Ghi chú |
|
Công trình bảo vệ môi trường |
|||
|
15. |
Nhà rác |
31,74 |
Khu CTNH:10,58 m2, khu CTCN thông thường: 21,16m2 |
|
16. |
Hệ thống xử lý nước thải 30 m3/ngày.đêm |
35 |
Âm dưới đất, không tính diện tích xây dựng |
|
17. |
Hệ thống thu gom , thoát nước mưa |
- |
Hệ thống mương bê tông rộng 700mm, và đường ống nhựa PVC Æ200mm |
|
18. |
Hệ thống thu gom, thoát nước thải |
- |
Hệ thống ống nhựa uPVC Æ110mm |
|
Tổng diện tích (m2) |
6.490,13 |
- |
|
5.2.Tiến độ thực hiện dự án dự kiến
- Tháng 10/2023 - 05/2024: Hoàn thành các thủ tục pháp lý môi trường và xây dựng;
- Tháng 06/2024 – 03/2025 : Xây dựng công trình
- Tháng 04/2025 – 05/2025 : Lắp đặt máy móc;
- Tháng 06/2025 – 08/2025 : Vận hành thử nghiệm;
- Tháng 09/2025: Chính thức đi vào hoạt động.
>>> XEM THÊM: Hồ sơ xin giấy phép môi trường cho dự án đầu tư kho cảng nội địa
GỌI NGAY - 0903649782 - 028 35146426
ĐỂ ĐƯỢC TƯ VẤN MIỄN PHÍ
CÔNG TY CP TV ĐẦU TƯ VÀ THIẾT KẾ XÂY DỰNG MINH PHƯƠNG
Địa chỉ: 28B Mai Thị Lựu - Khu phố 7, Phường Tân Định, TP.HCM
Email: nguyenthanhmp156@gmail.com




Tin liên quan
- › Hồ sơ đề xuất cấp giấy phép môi trường nhà máy sản xuất phân bón
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở chế biến bột mì
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất giầy da xuất khẩu
- › Báo cáo đề xuất cấp giấy phép môi trường trại chăn nuôi
- › Báo cáo đề xuất cấp Giấy phép môi trường Trung tâm y tế
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở nhà máy phân bón
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất thức ăn chăn nuôi
- › Báo cáo đề xuất cấp GPMT dự án nhà máy sản xuất thạch cao tấm
- › Báo cáo đề nghị cấp giấy phép môi trường dự án khai thác cát sông
- › Báo cáo đề xuất cấp GPMT dự án Nhà máy sản xuất viên gỗ nén và chế biến gỗ
Bình luận (0)
HOTLINE

HOTLINE:
0903649782
nguyenthanhmp156@gmail.com
KHOAN NGẦM




TIN TỨC








HOTLINE
HOTLINE:
0903649782
nguyenthanhmp156@gmail.com





Gửi bình luận của bạn